
Časti Bočná závesná konštrukcia - jednodielna zváraná posteľ
Bočná závesná konštrukcia - jednodielna zváraná posteľ Lože má bočnú závesnú konštrukciu a jednodielne zvárané lôžko, ktoré je žíhané, aby sa eliminovalo vnútorné napätie. Po hrubom obrábaní sa pred konečným obrábaním vykonáva vibračné starnutie, čím sa výrazne zlepšuje tuhosť a stabilita obrábacieho stroja a zabezpečuje sa jeho presnosť. Pohon servomotora AC je riadený numerickým riadiacim systémom a skľučovadlo vykonáva vratný pohyb v smere Y po pohone motora, čím sa dosahuje rýchly pohyb a posuv. Hrebeň osi Y aj lineárna vodiaca lišta sú vyrobené z vysoko presných materiálov, čo účinne zaručuje presnosť prevodu; koncové spínače na oboch koncoch zdvihu sú ovládané a súčasne je nainštalované zariadenie s pevným obmedzením, ktoré účinne zaisťuje bezpečnosť pohybu obrábacieho stroja; obrábací stroj je vybavený automatickým mazacím zariadením, ktoré v pravidelných intervaloch pridáva mazací olej do pohyblivých častí lôžka, aby sa zabezpečil ich dobrý chod, čo môže zlepšiť životnosť vodiacich líšt, ozubených kolies a hrebeňov.
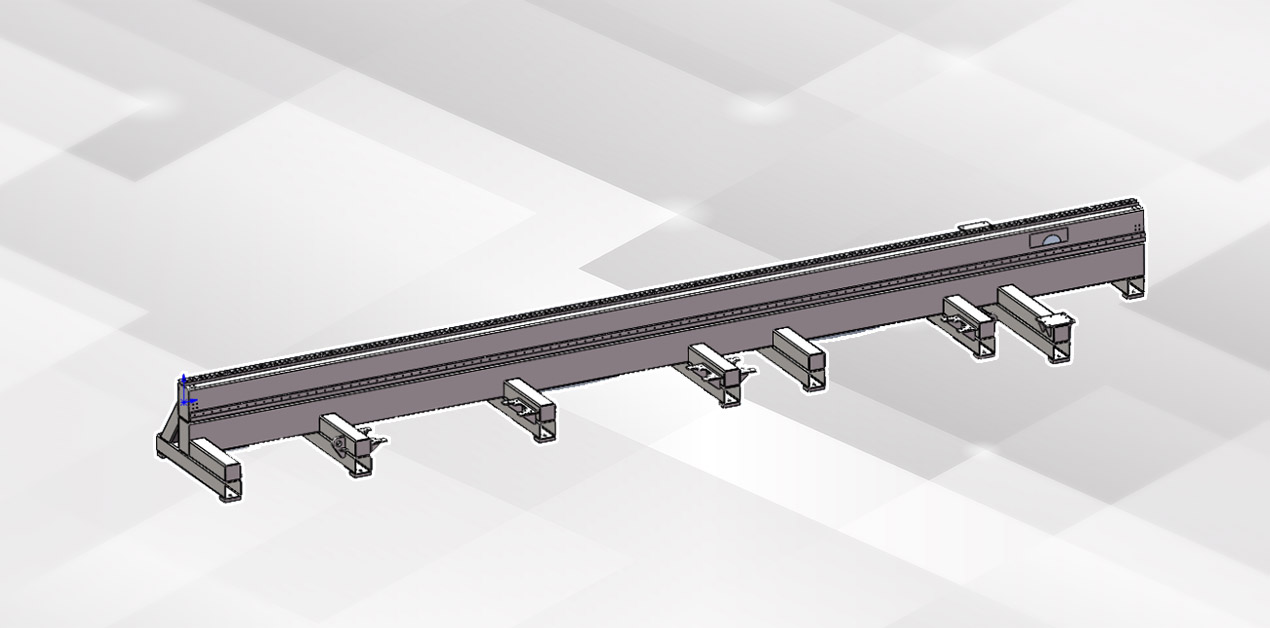
Na lôžku sú nainštalované 2 sady podporných mechanizmov a sú k dispozícii dva typy: 1. Následná podpera je riadená nezávislým servomotorom, ktorý sa pohybuje hore a dole, najmä na vykonávanie následnej podpery pri nadmernej deformácii dlhých rezaných rúr (rúry s malým priemerom). Keď sa zadné skľučovadlo presunie do príslušnej polohy, pomocná podpera sa môže spustiť, aby sa predišlo nadmernej deformácii. 2. Podpera kolies s premenlivým priemerom sa zdvíha a spúšťa valcom a dá sa manuálne nastaviť do rôznych polôh stupnice na podopretie rúr rôznych veľkostí.
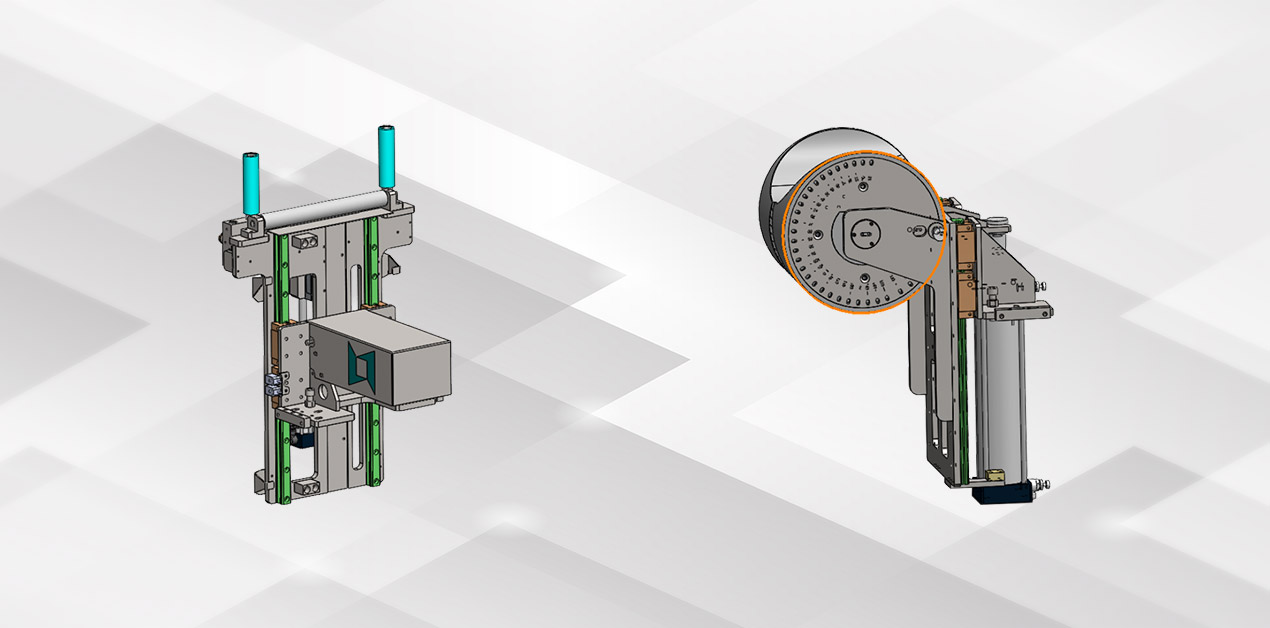
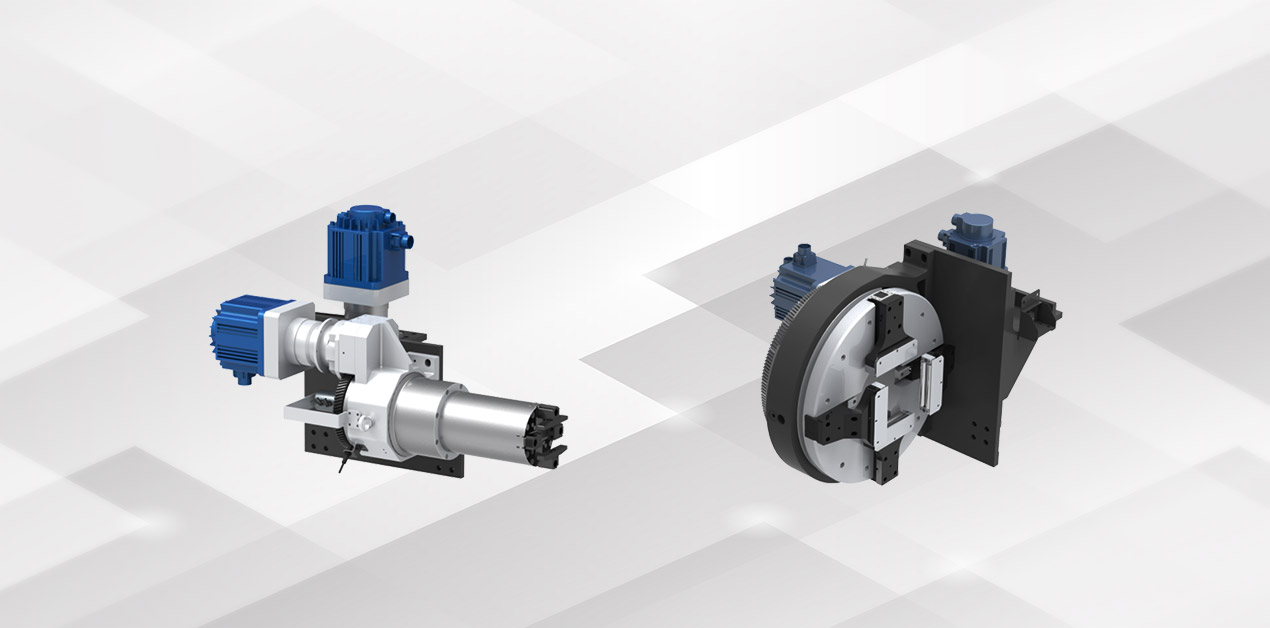
Skľučovadlo je rozdelené na predné a zadné dve pneumatické skľučovadlá s plným zdvihom, ktoré sa môžu pohybovať v smere Y. Zadné skľučovadlo je zodpovedné za upnutie a podávanie rúry a predné skľučovadlo je umiestnené na konci lôžka na upnutie materiálov. Predné a zadné skľučovadlo sú poháňané servomotormi, aby sa dosiahla synchrónna rotácia. Pri spoločnom upnutí dvojitých skľučovadiel je možné dosiahnuť rezanie krátkych koncov, pričom krátka koncová časť ústia môže dosiahnuť 20 – 40 mm, pričom je podporované rezanie krátkych koncov dlhších koncov. Rezačka rúr série TN používa metódu pohybu skľučovadla a vyhýbania sa mu, čo umožňuje rezanie dvoma skľučovadlami nepretržite a nespôsobuje, že rúra bude príliš dlhá a nestabilná, a presnosť nie je dostatočná.
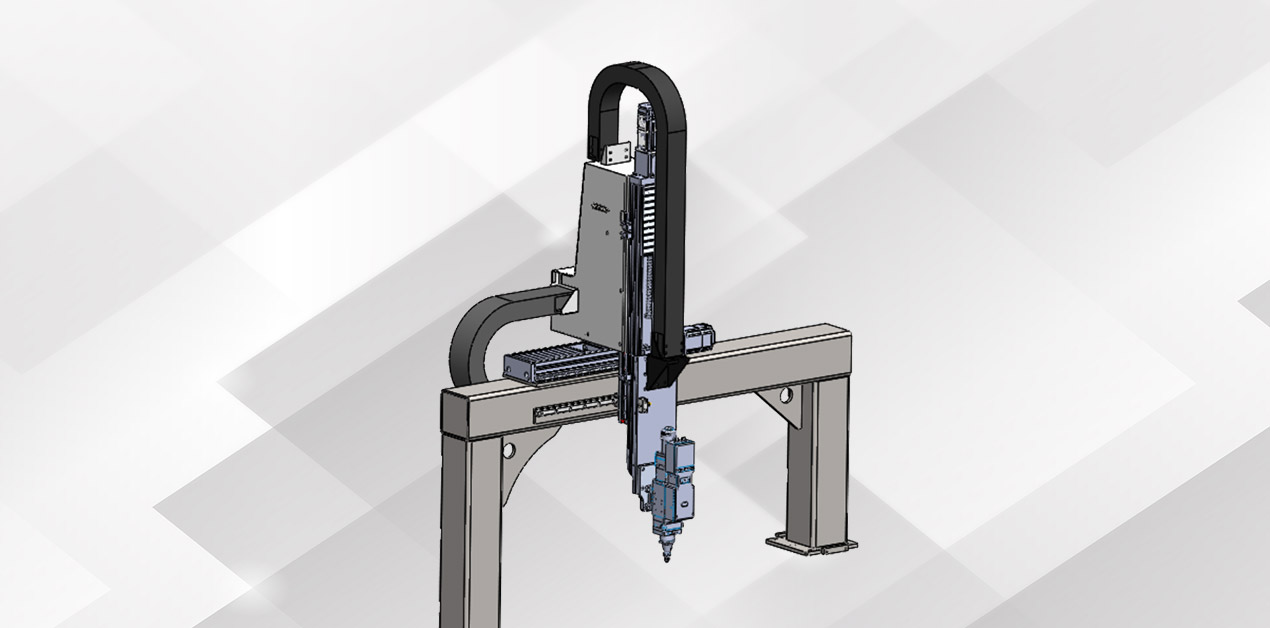
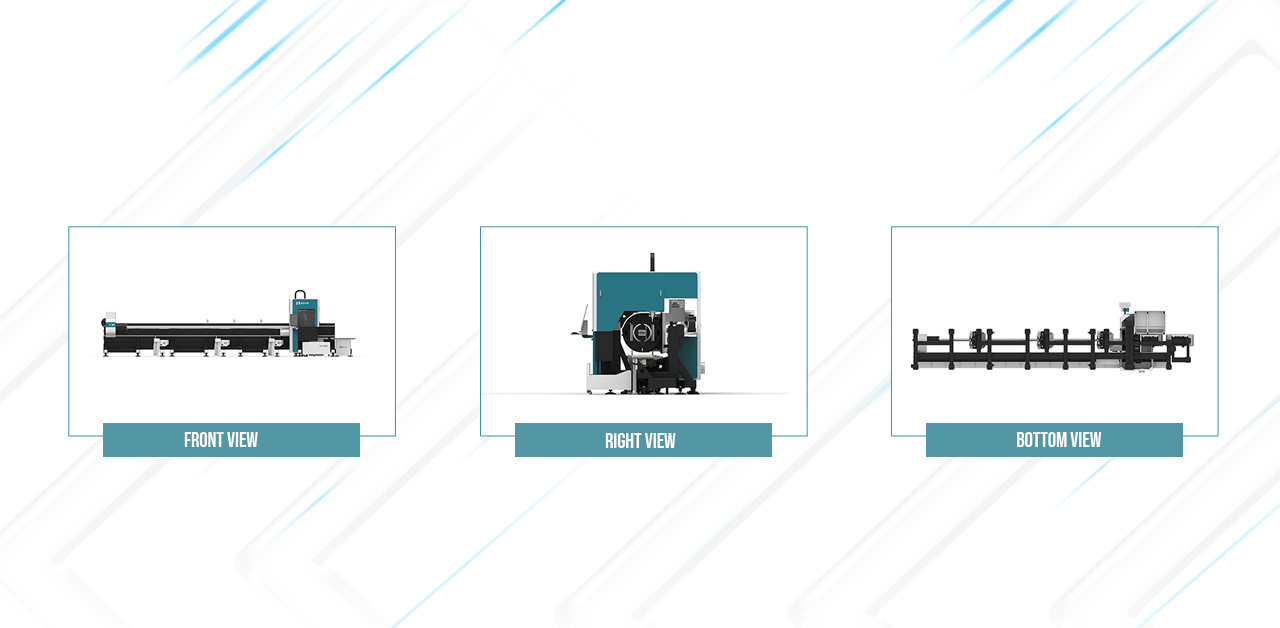
Priečny nosník zariadenia s osou X má portálovú konštrukciu, ktorá je zvarená kombináciou štvorcovej rúrky a oceľového plechu. Portálový komponent je upevnený na lôžku a os X je poháňaná servomotorom, ktorý poháňa hrebeň a pastorok, čím sa realizuje vratný pohyb posuvnej dosky v smere X. Počas pohybu koncový spínač riadi zdvih, aby sa obmedzila poloha a zabezpečila sa bezpečnosť prevádzky systému. Zároveň má os X/Z vlastný kryt orgánu na ochranu vnútornej štruktúry a dosiahnutie lepšej ochrany a účinkov odstraňovania prachu. Zariadenie s osou Z realizuje hlavne pohyb laserovej hlavy hore a dole. Os Z sa môže použiť ako CNC os na vykonávanie vlastného interpolačného pohybu a zároveň sa môže prepojiť s osami X a Y a môže sa tiež prepnúť na následné riadenie, aby sa splnili potreby rôznych situácií.